Оборудование и техология эхо-импульсного метода ультразвуковой дефектоскопии
Волны L и R порождают боковые поперечные волны и быстро затухают. Боковые поперечные волны могут быть обнаружены различными способами и использованы для оценки формы и размера дефекта.
Условная ширина ∆Хд и протяженность ∆Lд дефекта определяются расстояниями между такими крайними положениями преобразователя, в которых амплитуда эхо-сигнала от дефекта уменьшается до определенного уровня.
Условная высота ∆Hд дефекта определяется как разность показаний глубиномера в положениях преобразователя, расстояние между которыми равно условной ширине дефекта. Условные размеры дефектов измеряются двумя способами. При первом способе крайними положениями преобразователя считают такие, в которых, амплитуда эхо-сигнала от выявленного дефекта уменьшается до значения, составляющего определенную часть (обычно 1/2) от максимальной. При втором способе крайними положениями преобразователя считают такие, в которых амплитуда эхо-сигнала достигает величины, соответствующей минимальному регистрируемому дефектоскопом значению.
3. Ультразвуковой эхо-импульсный дефектоскоп
Ультразвуковой эхо-дефектоскоп – это прибор, предназначенный для обнаружения несплошностей и неоднородностей в изделии, определения их координат, размеров и характера путем излучения импульсов ультразвуковых колебаний, приема и регистрации отраженных от неоднородностей эхо-сигналов. Рассмотрим его составляющие[8].
На рисунке 5 приведена принципиальная схема импульсного ультразвукового дефектоскопа. Генератор радиоимпульсов 3 возбуждает, пьезопластину передающей искательной головки 1. Ультразвуковые колебания распространяются в контролируемой детали, отражаются от ее противоположной стенки ("донный сигнал") и попадают на пьезопластину приемной искательной головки 2. Отраженные ультразвуковые колебания возбуждают колебания пьезопластины приемной искательной головки 2. При этом на гранях пьезопластины возникает переменное напряжение, которое детектируется и усиливается в усилителе 4, а затем поступает на вертикальные отклоняющие пластины электронно-лучевой трубки (ЭЛТ) 5 осциллографа. Одновременно генератор горизонтальной развертки 6 подает пилообразное напряжение на горизонтальные отклоняющие пластины ЭЛТ 5. Генератор радиоимпульсов 3 возбуждает пьезопластину передающей
|
Рисунок 5 – Блок схема импульсного ультразвукового дефектоскопа |
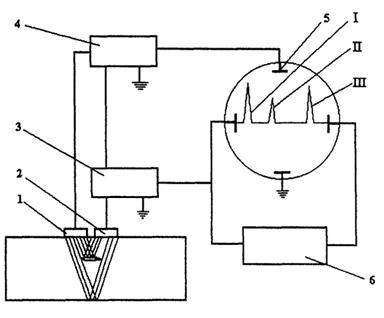
искательной головки 1 короткими импульсами, между которыми получаются продолжительные паузы. Это позволяет четко различать на экране ЭЛТ 5 сигнал начального (зондирующего) импульса I, сигнал от дефекта III и донный сигнал II. При отсутствии дефекта в контролируемом участке детали на экране осциллографа импульс III будет отсутствовать. Перемещая передающую и приемную искательные головки по поверхности контролируемой детали, обнаруживают дефекты и определяют их местоположение. В некоторых конструкциях ультразвуковых дефектоскопов имеется только одна совмещенная искательная головка, которая используется как для передачи, так и для приема ультразвуковых колебаний. Места прилегания искательных головок к контролируемой детали смазывается тонким слоем трансформаторного масла или вазелина для обеспечения непрерывного акустического контакта искательных головок с поверхностью контролируемого изделия.
4. Рельсовый дефектоскоп УДС2-73 - три прибора в одном
Сегодня существует огромное количество различных ультразвуковых дефектоскопов. Они применяются практически во всех отраслях промышленности, т.к. практичны и позволяют качественно решать задачи дефектоскопии и толщиномерии. Одним из мест, где применяют эти дефектоскопы – железнодорожное полотно. Зачастую рельсы являются основным элементом железнодорожного пути, который подвергается значительным нагрузкам. По мере эксплуатации в них появляются различные дефекты, угрожающие безопасности движения поездов. Изломы рельсов являются первой причиной аварий и крушений в путевом хозяйстве.
При контроле состояния рельсов применяют ультразвуковые дефектоскопные тележки, позволяющие своевременно обнаруживать дефекты, оценивать степень их развития и опасности.
Рассмотрим одну из таких тележек - УДС2-73, которая была разработана на Украине НПФ "Ультракон-Сервис", и представляет собой микропроцессорный многоканальный ультразвуковой дефектоскоп.
При разработке учитывался мировой опыт, накопленный при эксплуатации данного вида оборудования. Основными требованиями, предъявляемыми к системе, были следующие:
1. высокая достоверность контроля с возможностью документирования результатов;
2. использование максимальной автоматизации процесса контроля и настройки, при относительной простоте и удобстве в управлении и обслуживании;
3. обеспечение высокой надежности, гибкости и универсальности.
Дефектоскоп предназначен для обнаружения дефектов в обеих нитях железнодорожного пути по всей длине и сечению рельсов, за исключением перьев подошвы, с помощью дефектоскопной тележки, а также для контроля отдельных участков одной нити железнодорожного пути и контроля элементов стрелочных переводов с помощью ручной штанги.
 Контролю подлежат все типы железнодорожных рельсов, при этом предусмотрена автоматическая корректировка настроек при переходе на другой тип рельсов по указанию оператора. Схемы прозвучивания позволяют выявлять все виды критических дефектов согласно классификатору НДТ/ЦП-1-93. При этом реализованы эхо-, зеркальный и зеркально-теневой методы УЗК, с использованием контактного способа ввода ультразвука. В дефектоскопе предусмотрен алгоритм распознавания типа дефекта, но окончательное решение должен принимать оператор, используя дополнительно ручной контроль и визуальный осмотр дефектного участка.
Контролю подлежат все типы железнодорожных рельсов, при этом предусмотрена автоматическая корректировка настроек при переходе на другой тип рельсов по указанию оператора. Схемы прозвучивания позволяют выявлять все виды критических дефектов согласно классификатору НДТ/ЦП-1-93. При этом реализованы эхо-, зеркальный и зеркально-теневой методы УЗК, с использованием контактного способа ввода ультразвука. В дефектоскопе предусмотрен алгоритм распознавания типа дефекта, но окончательное решение должен принимать оператор, используя дополнительно ручной контроль и визуальный осмотр дефектного участка.
Перейти на страницу: 1 2 3 4 5 6 7