Теория припекания порошковых слоев в двухпараметрическрй модели вязко пористой среды
![]() (13)
(13)
Здесь положено:
![]() ,
, ![]() ; (14)
; (14)
 ,
,  ,
,  (15)
(15)
Имея ввиду замену переменных в интеграле справа в (9) имеем:

 (16)
(16)
Окончательный результат: 1-е слагаемое в (16) отвечает вкладу в ![]() припеканию с нагревом в интервале (5), обусловленному активной подсистемой в нашей модели; 2-е и 3-е слагаемое ответственны за припекание с кинетической константой
припеканию с нагревом в интервале (5), обусловленному активной подсистемой в нашей модели; 2-е и 3-е слагаемое ответственны за припекание с кинетической константой ![]() . Полное изменение функций прироста
. Полное изменение функций прироста ![]() согласно (4) и (16) суть:
согласно (4) и (16) суть:
![]() (17)
(17)
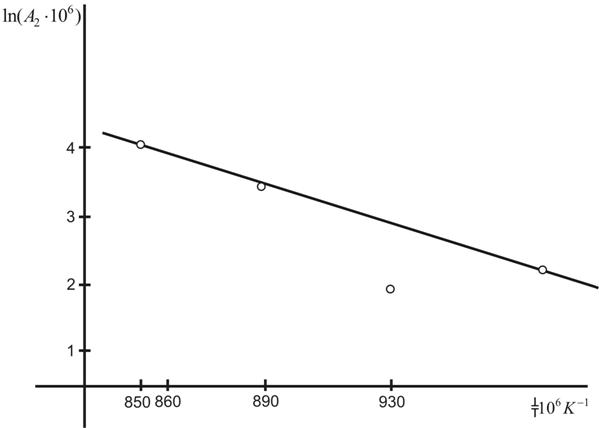
Отметим, что температура ![]() для данного порошка может зависеть от приложенного извне давления, как это видно из рисунка 2: с уменьшением давления,
для данного порошка может зависеть от приложенного извне давления, как это видно из рисунка 2: с уменьшением давления, ![]() увеличивается. Для порошка ПГ-СР4, как видно из эксперимента кривых (рис.2).
увеличивается. Для порошка ПГ-СР4, как видно из эксперимента кривых (рис.2).
![]() Кл (18)
Кл (18)
|
МАТЕРИАЛЫ РАБОТЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ
ВНЕӯКЛАССНОЙ РАБОТЫ СО СТАРШЕЛАССНИКАМИ.
Мы знаем, что разные детали, механизмы изнашиваются в проӯцессе работы, и для того, чтобы их отремонтировать и снова пусӯтить в эксплуатацию, тратятся большие средства. Надо, чтобы при изготовлении машин затрачивалось как можно меньше материала, и чтобы изделие было качественным, подольше служило людям. Одӯну из этих проблем и решает порошковая металлургия.
При рассмотрении изношенных деталей можно видеть, что изӯнашиванию подвержена не вся деталь, а лишь ее поверхность, т.е. то, что соприкасается с другими механизмами в процессе работы.
Таким образом, чтобы продлить жизнь детали, надо как можӯно лучше обработать ее поверхность, т.е. состояние поверхностӯного слоя и определяет работоспособность и срок службы деталей. Для того, чтобы обеспечить эти свойства, создаются материалы, которые способны противостоять различным воздействиям и обеспеӯчить небольшой износ. Долгое время для изготовления деталей исӯпользовались разные легирующие добавки. В настоящее время разӯвивается технология изготовления деталей нанесением покрытий различного назначения на их поверхность. Покрытие предотвращает или замедляет взаимодействие основы материала с окружающей среӯдой, защищая его от износа, окисления при высоких температурах, и других видов разрушения. Разработка составов и методов нанесения защитных покрытий различного назначения на изделия из металлических материалов рассматривается сейчас как одно из наиболее важных направлений материаловедения, развитие котороӯго позволит существенно поднять технико-экономическую эффекӯтивность производства и уровень многих отраслей современной техники. Эта проблема актуальна сейчас и будет актуальна в XXI столетии.
Разработка и применение покрытий вызваны следующими приӯчинами. В ряде случаев задача защиты детали вообще не может быть решена без использования покрытий. Например, нельзя исӯпользовать детали из тугоплавких металлов (молибдена, вольфраӯма) и сплавов на их основе при высоких (1070 К) температурах в окислительных средах без защиты их поверхности от разрушения. Кроме того, покрытия позволяют существенно увеличить срок служӯбы изделий. А также позволяют заменить дорогие и дефицитные материалы более доступными и простыми без снижения их эксплуаӯтационных свойств.
Кроме специфических требований, обусловленных условиями эксплуатации, есть ряд общих требований, которые предъявляютӯся почти ко всем типам покрытий. К ним относятся плотность и сплошность покрытий, предотвращение проникновения жидкой или газовой агрессивной среды к поверхности защищаемого материала, совместимость с материалом основы.
Основными методами получения покрытий из порошковых матеӯриалов являются наплавка, напыление, припекание.
Напыление - это процесс получения покрытий путем нагрева частиц материала до высокопластического или расплавленного состояния и переноса их горячей струёй газа на обрабатываемую поӯверхность.
В зависимости от источника энергии существующие методы и аппараты для напыления можно разделить на газопламенные, плазӯменные, электродуговые и др. Достоинства напыления: почти полӯное отсутствие термодеформаций и искажения геометрических разӯмеров заготовки, простота нанесения покрытий на конструкции сложной конфигурации, малый вес и небольшие размеры оборудоваӯния и др.
Для нанесения толстых (от долей до нескольких миллиметров) покрытий применяют наплавку. Для нее характерно то, что поверхӯностный слой покрываемого изделия расплавляется на определенную глубину и смешивается с наплавленным материалом. Преимущества наплавки - широкий ассортимент применяемых материалов, высокая производительность, возможность получения толстых покрытий, что важно для восстановления деталей с большим допустимым износом. Недостатком является разупрочнение материала основы в результаӯте проплавления на большую глубину, что очень нежелательно.
Перейти на страницу: 1 2 3 4 5 6