Люминесценция и дефектоскопия
![]()

Рис. 3. Универсальный магнитный дефектоскоп с электронным управлением. Контролируемая деталь (вал) установлена в бабках дефектоскопа.
Методы магнитной Дефектоскопия применяют для исследования структуры материалов (магнитная структурометрия) и измерения толщины (магнитная толщинометрия).
6а) Магнитная структурометрия основана на определении основных магнитных характеристик материала (коэрцитивной силы, индукции, остаточной намагниченности, магнитной проницаемости). Эти характеристики, как правило, зависят от структурного состояния сплава, подвергаемого различной термической обработке. Магнитную структурометрию применяют для определения структурных составляющих сплава, находящихся в нём в небольшом количестве и по своим магнитным характеристикам значительно отличающихся от основы сплава, для измерения глубины цементации, поверхностной закалки и т.п.
6б) Магнитная толщинометрия основана на измерении силы притяжения постоянного магнита или электромагнита к поверхности изделия из ферромагнитного материала, на которую нанесён слой немагнитного покрытия, и позволяет определять толщину покрытия.
7) Электроиндуктивная (токовихревая) дефектоскопия основана на возбуждении вихревых токов переменным магнитным полем датчика дефектоскопа. Вихревые токи создают своё поле, противоположное по знаку возбуждающему. В результате взаимодействия этих полей изменяется полное сопротивление катушки датчика, что и отмечает индикатор. Показания индикатора зависят от электропроводности и магнитной проницаемости металла, размеров изделия, а также изменений электропроводности из-за структурных неоднородностей или нарушений сплошности металла.
Датчики токовихревых дефектоскопов выполняют в виде катушек индуктивности, внутри которых помещают изделие (проходные датчики), или которые накладывают на изделие (накладные датчики). Применение токовихревой дефектоскопии позволяет автоматизировать контроль качества проволоки, прутков, труб, профилей, движущихся в процессе их изготовления со значительными скоростями, вести непрерывное измерение размеров. Токовихревыми дефектоскопами можно контролировать качество термической обработки, оценивать загрязнённость высокоэлектропроводных металлов (меди, алюминия), определять глубину слоёв химико-термической обработки с точностью до 3%, рассортировывать некоторые материалы по маркам, измерять электропроводность неферромагнитных материалов с точностью до 1%, обнаруживать поверхностные трещины глубиной в несколько мкм при протяжённости их в несколько десятых долей мм.
8) Термоэлектрическая дефектоскопия основана на измерении электродвижущей силы (термоэдс), возникающей в замкнутой цепи при нагреве места контакта двух разнородных материалов. Если один из этих материалов принять за эталон, то при заданной разности температур горячего и холодного контактов величина и знак термоэдс будут определяться химическим составом второго материала. Этот метод обычно применяют в тех случаях, когда требуется определить марку материала, из которого состоит полуфабрикат или элемент конструкции (в том числе и в готовой конструкции).
9) Трибоэлектрическая дефектоскопия основана на измерении электродвижущей силы, возникающей при трении разнородных материалов. Измеряя разность потенциалов между эталонными и испытуемыми материалами, можно различить марки некоторых сплавов.
10) Электростатическая дефектоскопия основана на использовании электростатического поля, в которое помещают изделие. Для обнаружения поверхностных трещин в изделиях из неэлектропроводных материалов (фарфора, стекла, пластмасс), а также из металлов, покрытых теми же материалами, изделие опыляют тонким порошком мела из пульверизатора с эбонитовым наконечником (порошковый метод). При этом частицы мела получают положительный заряд. В результате неоднородности электростатического поля частицы мела скапливаются у краёв трещин. Этот метод применяют также для контроля изделий из изоляционных материалов. Перед опылением их необходимо смочить ионогенной жидкостью.
11) Ультразвуковая дефектоскопия основана на использовании упругих колебаний, главным образом ультразвукового диапазона частот. Нарушения сплошности или однородности среды влияют на распространение упругих волн в изделии или на режим колебаний изделия. Основные методы: эхометод, теневой, резонансный, велосимметрический (собственно ультразвуковые методы), импедансный и метод свободных колебаний (акустические методы).
Ультразвуковая Дефектоскопия, использующая несколько переменных параметров (частотный диапазон, типы волн, режимы излучения, способы осуществления контакта и др.), является одним из наиболее универсальных методов неразрушающего контроля.
11а) Наиболее универсальный эхометод основан на посылке в изделие коротких импульсов ультразвуковых колебаний (рис. 4) и регистрации интенсивности и времени прихода эхосигналов, отражённых от дефектов. Для контроля изделия датчик эходефектоскопа сканирует его поверхность. Метод позволяет обнаруживать поверхностные и глубинные дефекты с различной ориентировкой. Созданы промышленные установки (рис. 6) для контроля различных изделий. Эхосигналы можно наблюдать на экране осциллоскопа или регистрировать самозаписывающим прибором. В последнем случае повышаются надёжность, объективность оценки, производительность и воспроизводимость контроля. Чувствительность эхометода весьма высока: в оптимальных условиях контроля на частоте 2—4 Мгц можно обнаруживать дефекты, отражающая поверхность которых имеет площадь около 1 мм2.
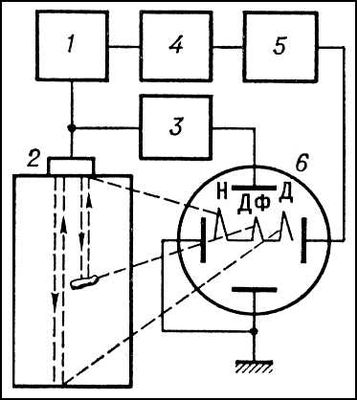
Рис. 4. Блок-схема ультразвукового эходефектоскопа: 1 — генератор электрических импульсов; 2 — пьезоэлектрический преобразователь (искательная головка); 3 — приёмно-усилительный тракт; 4 — хронизатор; 5 — генератор развёртки; 6 — электроннолучевая трубка; Н — начальный сигнал; Д — донный эхосигнал; ДФ — эхосигнал от дефекта.
Перейти на страницу: 1 2 3 4 5 6 7 8 9 10 11